
Inhoud
- TL; DR (te lang; niet gelezen)
- Gelaste versus naadloze productie tijdens het maken van buizen
- Het stapsgewijze engineeringproces voor gelaste en naadloze stalen buizen
- Ingots, blooms, platen en billets maken
- Deze materialen bewerken in buizen
- Gelaste en naadloze buizen ontwikkelen
- Verdere verwerking en galvanisatie
- De geschiedenis van de pijpproductie
- De kracht van stalen buizen
Gemaakt van grondstoffen zoals ijzer, aluminium, koolstof, mangaan, titanium, vanadium en zirkonium, staan stalen buizen centraal in de pijpproductie voor toepassingen die betrekking hebben op verwarmings- en sanitairsystemen, snelwegtechniek, automobielindustrie en zelfs medicijnen (voor chirurgische implantaten en hartkleppen) .
Met hun ontwikkeling die teruggaat tot technische doorbraken uit de 19e eeuw, passen hun constructiemethoden voor verschillende doeleinden aan bij de verschillende ontwerpen.
TL; DR (te lang; niet gelezen)
Stalen buizen kunnen worden gebouwd met lassen of met behulp van een naadloos proces voor verschillende doeleinden. Het proces van het maken van buizen, dat al eeuwen wordt toegepast, omvat het gebruik van materiaal van aluminium tot zirkonium via verschillende stappen van grondstoffen tot een eindproduct dat in de geschiedenis van geneeskunde tot productie toepassingen heeft gehad.
Gelaste versus naadloze productie tijdens het maken van buizen
Stalen buizen, van de automobielindustrie tot gasleidingen, kunnen worden gelast van legeringen - metalen gemaakt van verschillende chemische elementen - of naadloos worden geconstrueerd uit een smeltoven.
Terwijl gelaste buizen worden samengedrukt door methoden zoals verwarming en koeling en worden gebruikt voor zwaardere, meer rigide toepassingen zoals loodgieterswerk en gastransport, worden naadloze buizen gemaakt door strekken en uithollen voor lichtere en dunnere doeleinden zoals fietsen en vloeistoftransport.
De productiemethode leent veel voor de verschillende ontwerpen van de stalen buis. Het wijzigen van de diameter en dikte kan leiden tot verschillen in sterkte en flexibiliteit voor grootschalige projecten zoals gastransportleidingen en precieze instrumenten zoals injectienaalden.
De gesloten structuur van een buis, of deze nu rond, vierkant of welke vorm dan ook is, is geschikt voor elke toepassing, van de vloeistofstroom tot het voorkomen van corrosie.
Het stapsgewijze engineeringproces voor gelaste en naadloze stalen buizen
Het algemene proces van het maken van stalen buizen omvat het omzetten van ruw staal in blokken, bloemen, platen en knuppels (allemaal materialen die kunnen worden gelast), het creëren van een pijpleiding op een productielijn en het vormen van de pijp tot een gewenst product.
••• Syed Hussain AtherIngots, blooms, platen en billets maken
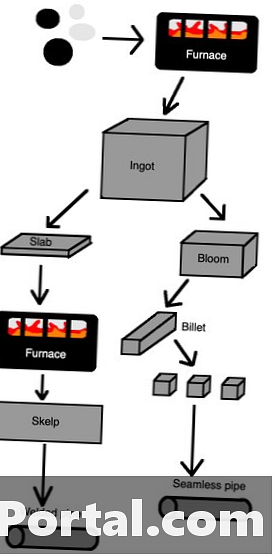
IJzererts en cokes, een koolstofrijke stof uit verwarmde steenkool, worden in een oven tot een vloeibare stof gesmolten en vervolgens met zuurstof gestraald om gesmolten staal te vormen. Dit materiaal wordt gekoeld tot blokken, grote gietstukken van staal voor het opslaan en transporteren van materialen, die onder hoge druk tussen rollen worden gevormd.
Sommige blokken worden door stalen rollen gevoerd die ze in dunnere, langere stukken uitrekken om bloemen, tussenproducten tussen staal en ijzer te maken. Ze worden ook tot platen gerold, stukken staal met rechthoekige dwarsdoorsneden, door gestapelde rollen die de platen in vorm snijden.
Deze materialen bewerken in buizen
Meer rollende apparaten worden plat - een proces dat bekend staat als coining - en bloeit tot knuppels. Dit zijn metalen stukken met ronde of vierkante doorsneden, die nog langer en dunner zijn. Vliegende scharen snijden de knuppels op precieze posities zodat de knuppels kunnen worden gestapeld en tot naadloze buis kunnen worden gevormd.
Platen worden verwarmd tot ongeveer 2.200 graden Fahrenheit (1.204 graden Celsius) totdat ze vervormbaar zijn en vervolgens worden uitgedund tot skelp, die smalle reepjes lint zijn tot 0,25 mijl (0,4 kilometer) lang. Het staal wordt vervolgens gereinigd met behulp van tanks met zwavelzuur, gevolgd door koud en warm water en getransporteerd naar pijpenfabrieken.
Gelaste en naadloze buizen ontwikkelen
Voor gelaste buizen, rolt een afwikkelmachine de skelp af en voert deze door rollen om de randen te laten krullen en pijpvormen te creëren. Laselektroden gebruiken een elektrische stroom om de uiteinden aan elkaar af te dichten voordat een hogedrukrol deze vastzet. Het proces kan pijp produceren zo snel als 1.100 ft (335,3 m) per minuut.
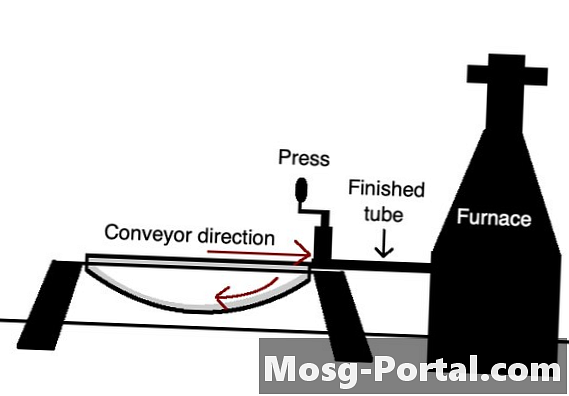
Voor naadloze buizen zorgt een proces van verwarmen en hogedrukwalsen van vierkante knuppels ervoor dat ze uitrekken met een gat in het midden. Walserijen doorboren de buis voor de gewenste dikte en vorm.
Verdere verwerking en galvanisatie
Verdere verwerking kan omvatten rechttrekken, draadsnijden (het snijden van strakke groeven in de uiteinden van pijpen) of bedekken met een beschermende olie van zink of verzinken om roestvorming te voorkomen (of wat nodig is voor het doel van de pijpen). Galvanisatie omvat meestal elektrochemische en elektrodepositieprocessen van zinkcoatings om het metaal te beschermen tegen corrosief materiaal zoals zout water.
Het proces werkt schadelijke oxidatiemiddelen in water en lucht af. Zink fungeert als een anode voor zuurstof om zinkoxide te vormen, dat reageert met water om zinkhydroxide te vormen. Deze zinkhydroxidemoleculen vormen zinkcarbonaat wanneer ze worden blootgesteld aan koolstofdioxide. Eindelijk kleeft een dunne, ondoordringbare, onoplosbare laag zinkcarbonaat aan zink om het metaal te beschermen.
Een dunnere vorm, elektrogalvanisatie, wordt over het algemeen gebruikt in auto-onderdelen die roestwerende verf nodig hebben, zodat de hete dip de sterkte van het basismetaal vermindert. Roestvrij staal ontstaat wanneer roestvast stalen onderdelen worden verzinkt tot koolstofstaal.
De geschiedenis van de pijpproductie
••• Syed Hussain AtherTerwijl gelaste stalen buizen dateren uit de Schotse ingenieur William Murdocks uitvinding van het kolenverbrandende lampensysteem gemaakt van vaten musketten om kolengas te vervoeren in 1815, werden naadloze buizen pas in de late jaren 1880 geïntroduceerd voor het transport van benzine en olie.
In de 19e eeuw creëerden ingenieurs innovaties in het maken van pijpen, inclusief de methode James Russells van ingenieur om een druppelhamer te gebruiken om platte ijzeren stroken te vouwen en samen te voegen die werden verwarmd tot ze in 1824 vervormbaar waren.
De ingenieur Comenius Whitehouse ontwierp het volgende jaar een betere methode voor stuiklassen waarbij dunne ijzeren platen werden verhit die in een buis waren gekruld en aan de uiteinden waren gelast. Whitehouse gebruikte een kegelvormige opening om de randen in een pijpvorm te krullen voordat ze in een pijp werden gelast.
De technologie zou zich ook verspreiden binnen de automobielindustrie en zou ook worden gebruikt voor olie- en gastransport met verdere doorbraken zoals heet vormende buisellebogen om gebogen buisproducten effectiever te produceren en continue buisvorming in een constante stroom.
In 1886 patenteerden de Duitse ingenieurs Reinhard en Max Mannesmann het eerste walsproces voor het maken van naadloze buizen uit verschillende stukken in hun vadersfabriek in Remscheid. In de jaren 1890 vond het duo het pilgerwalsen uit, een methode om de diameter en wanddikte van de stalen buizen te verminderen voor een grotere duurzaamheid, die met hun andere technieken het "Mannesmann-proces" zou vormen om een revolutie teweeg te brengen op het gebied van stalen buizen engineering.
In de jaren 1960 lieten ingenieurs Computer Numerical Control (CNC) technici hoogfrequente inductieapparatuurmachines gebruiken voor preciezere resultaten met behulp van door de computer ontworpen kaarten voor complexere ontwerpen, strakkere bochten en dunnere muren. Computerondersteunde ontwerpsoftware zou het veld met nog grotere precisie blijven domineren.
De kracht van stalen buizen
Stalen pijpleidingen kunnen over het algemeen honderden jaren meegaan met een grote weerstand tegen scheuren van aardgas en verontreinigingen, evenals tegen impacts met lage permeatie voor methaan en waterstof. Ze kunnen worden geïsoleerd met polyurethaanschuim (PU) om thermische energie te besparen en toch sterk te blijven.
Kwaliteitscontrolestrategieën kunnen methoden gebruiken zoals het gebruik van röntgenstralen om de grootte van de pijpen te meten en dienovereenkomstig aan te passen voor elke waargenomen variantie of verschil. Dit zorgt ervoor dat de pijpleidingen geschikt zijn voor hun toepassing, zelfs in warme of natte omgevingen.